The Back and Sides
I will be building a more rigid, reflective back and sides, as opposed to a more flexible, "responsive" back. I want to use a relatively neutral tonewood that doesn't steal all the credit for the overall sound of the guitar. But I also want the back and sides to be visually interesting.
Most people would acknowledge that a given piece of wood, cut from what was once a living tree, is unique, as in, no two pieces of wood are identical. But some trees seem to offer more visual distinction than others, and I find Oregon Myrtle to be right up there at the top of that list. In fact, it is extremely difficult to create two "matching" guitars if Myrtlewood has been chosen for the back and sides. For me, that is a good thing and I revel in the distinction. The wood I selected for this particular guitar exhibits pleasing striping and has a visually interesting spalted heartwood appearance down the center.

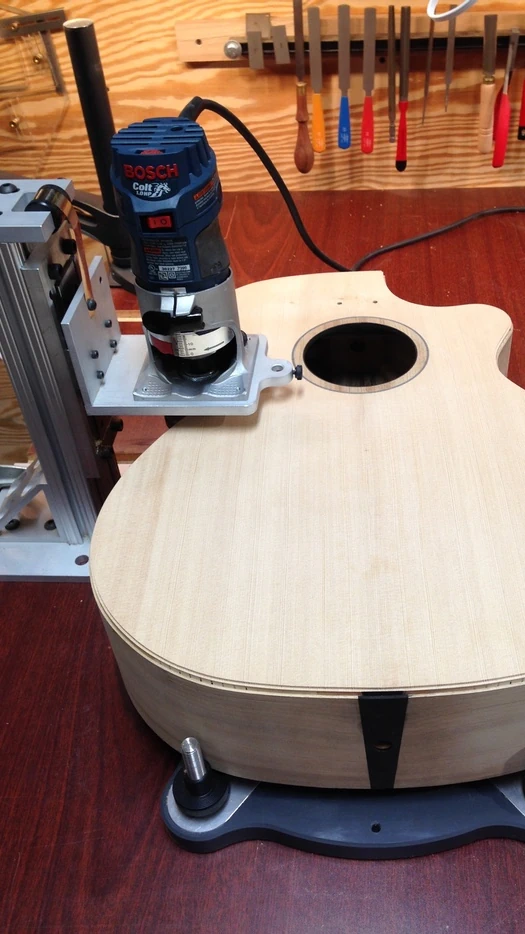
I bent these solid wood sides on an electric Side Bender.

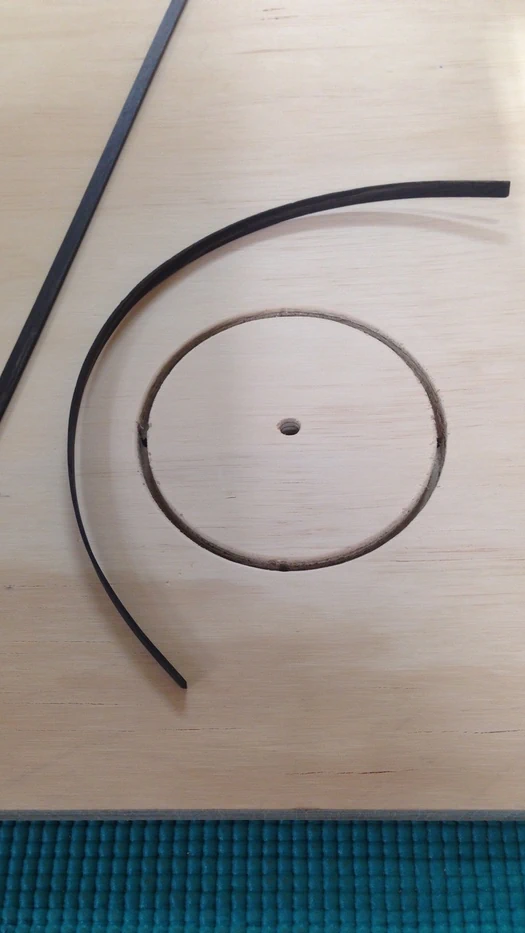
For determining the shape of the cutaway side, I rely heavily on my bending templates. Think of them as the doughnut hole, or what was removed from the inside of the guitar body mold. These are constructed separately using MDF and serve as both a model during the bending process as well as a clamping base.
Should you decide to employ a bending template, consider the dimensions involved: It should be the size of the body mold less the thickness of the sides. Do Not simply trace the corresponding body mold or soundboard template, or you will end up with sides that are too large. While you may be able to force them into your mold, you would be introducing undesirable stress on the instrument.
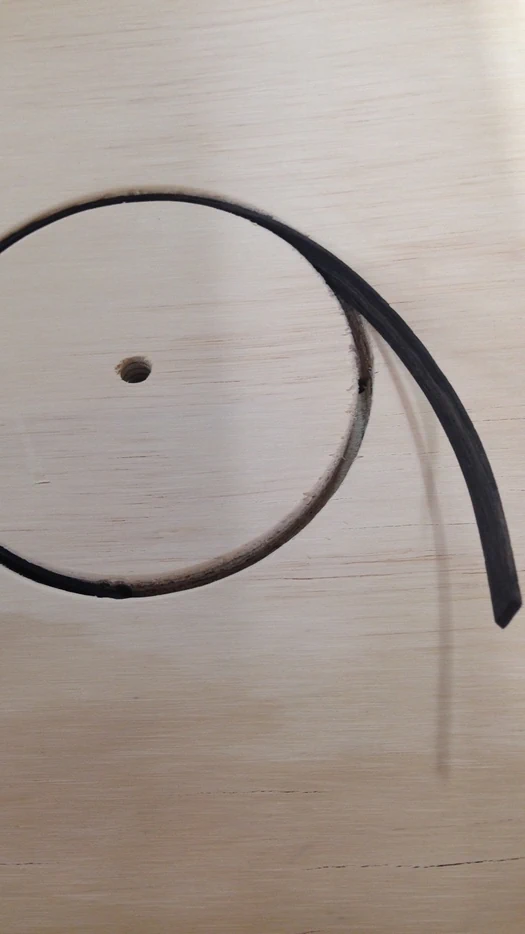
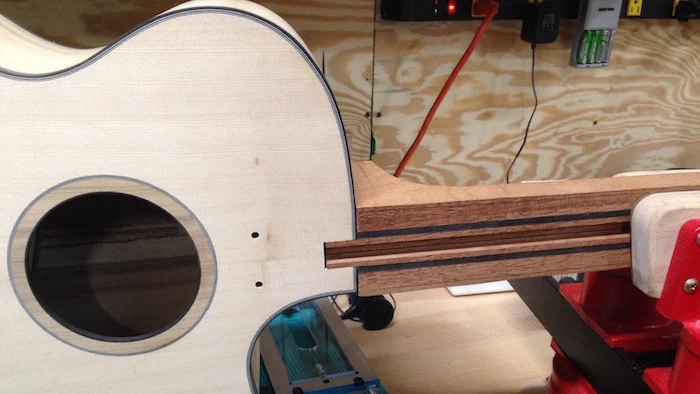
Using an iterative process of bend a little, fit a little, I am able to produce a very stable bent side.

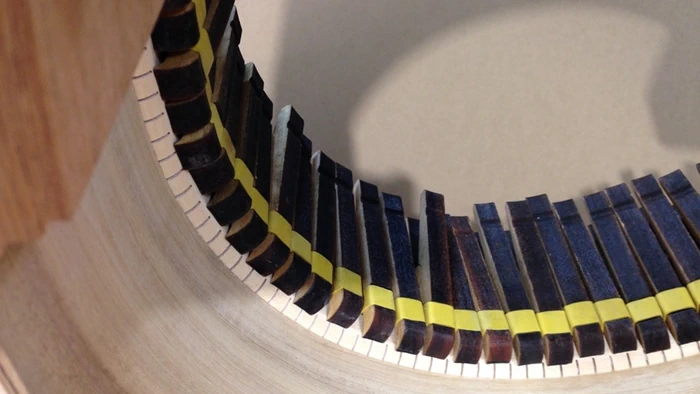
Holding bent binding tightly in place after bending, and allowing it to rest overnight, goes a long way to reducing springback after they are released from the form.

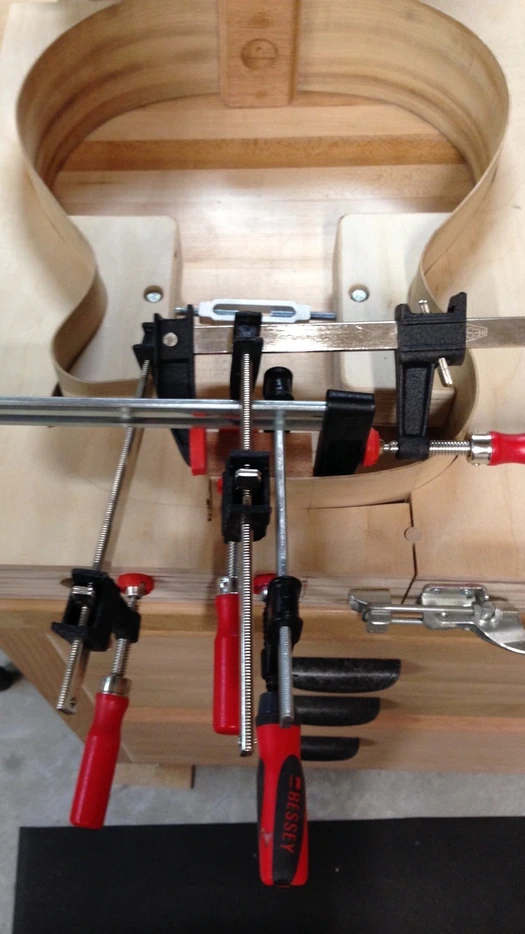
Once the sides are bent satisfactorily, they are held in place in the body mold where they will (typically) reside for the duration of the body construction. Both the tail block and neck block are cut, shaped, drilled and glued onto the sides.
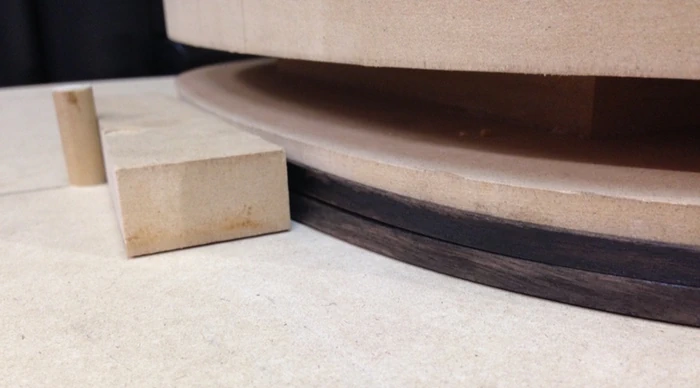
On the occasion when I will use kerfing instead of solid linings, the kerfing is bent prior to attaching. As flexible and delicate as it is, in order to prevent breakage, I have been successful in lightly wetting (not soaking) the kerfing, gently forming it around the bending template, holding it in place and allowing it to dry. Additional cuts are made to allow for tighter bends at the cutaway.

After the kerfing has thoroughly dried, it is glued into place along the rim of the sides.

Here I have carefully removed the completed sides from the mold, to show how the guitar’s shape has been established and the sides are now ready to receive the back.

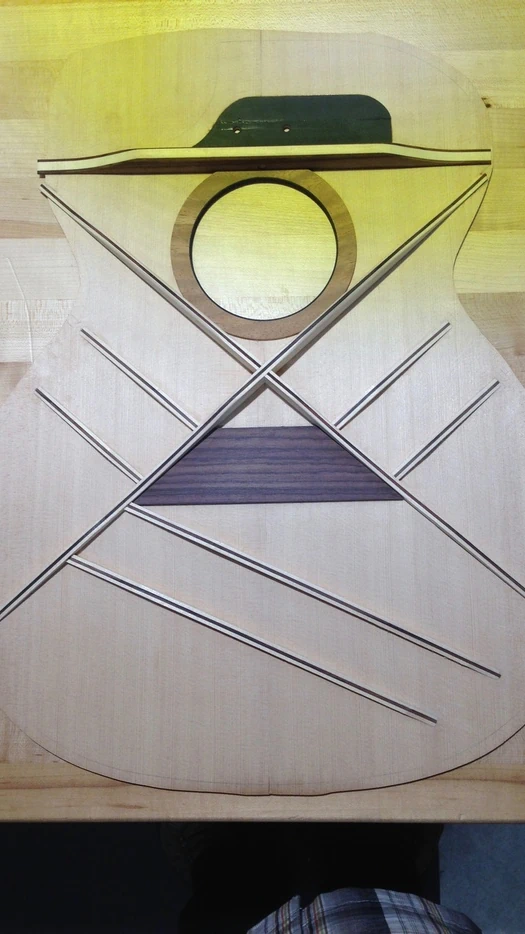
I will use a laminated brace, a combination of Rosewood and Adirondack Red Spruce. In addition to a next-level stiffness-to-weight ratio, the timbre of these braces is distinct from all-Spruce bracing. I include a primary transverse brace on both the soundboard and the back, and this is formed by sandwiching Spruce between two layers of Rosewood. The balance of this guitar’s bracing, the majority of pieces, is constructed by sandwiching Rosewood between two layers of Spruce.

When dry, the laminated product is ripped back into individual braces. The process then continues as it would with common Spruce-only bracing, with extra care being afforded while shaping to avoid the cross-grain tearout.

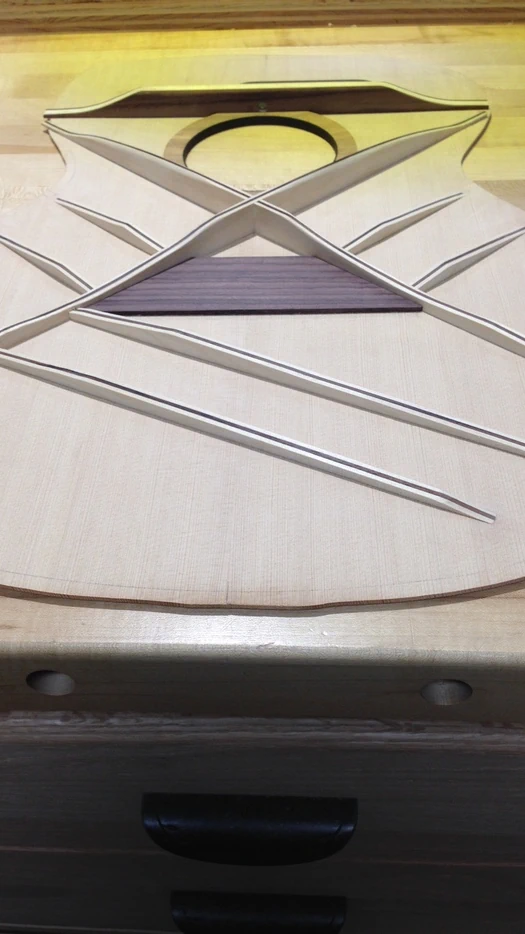
The braces are glued to the back in a fanned pattern resembling the open fingers of the hand. This pattern results in a relatively stiffly braced back, which produces a resonance that is noticeably higher than that of the soundboard.
A note on brace shaping: A commonly-used approach to shaping braces has you glue on rectangular sticks and, using a chisel, contour those rectangles into their finished dimensions. If there is a downside to this approach, it is related to the use of that chisel. To mitigate "splitting" already glued-on braces (a "no-no"), you need razor sharp chisels. If you "slip" with one of those razor sharp chisels, it is easy to gouge the soundboard (or worse).
Another approach has you rout or sand the basic contour(s) into the bracing prior to assembly, and then complete the brace material reduction process by sanding (sometimes planing with miniature tools). Sanding a brace surface laminated with a hardwood presents a color exchange challenge, where the oily dark wood dust is staining the lighter softwood. This can be overcome by using a scraper for the final pass.

The back is glued to the sides, having carefully notched the kerfing to receive the thickness of the bracing at the edges. These braces are then resting on a ledge formed by the kerfing at the sides, akin to a joist resting on a wall.

Small braces are added to the sides at the position of the back braces. These act to support the sides and, as with tape, minimize the risk of the sides splitting along the grain. Side braces may also assist in transference of the kinetic energy generated by the strings to the back plate.